Электроэрозионный метод обработки
Электроэрозионный метод обработки металла — инновационный способ, базирующийся на контролируемом разрушении материала через электрические импульсы. Данная технология даёт возможность производить изделия со сложной геометрией из твёрдых металлических сплавов, с которыми традиционные механические способы справиться не могут. Методика ЭЭО получила распространение в высокоточном производстве благодаря способности гарантировать минимальные отклонения и превосходное качество обрабатываемых поверхностей.
История открытия электроэрозии
История электроэрозионной обработки началась в 1943 году, когда советские учёные супруги Лазаренко — Борис и Наталья — проводили исследования по продлению ресурса контактов зажигания. В результате экспериментов с вольфрамом они нашла закономерность: контролируемый электрический разряд способен целенаправленно удалять материал с металлической поверхности. Это открытие легло в основу электроискрового метода.
В 1948 году советский специалист М. М. Писаревский предложил более экономичный электроимпульсный способ, основанный на импульсной дуге. Первый в мире электроэрозионный станок, созданный ещё в том же 1943 году, выполнял одну задачу — удалял сломанный инструмент из детали, когда сделать это другим путём было невозможно. Сегодня область применения технологии несравнимо шире.Как работает электроэрозионная технология
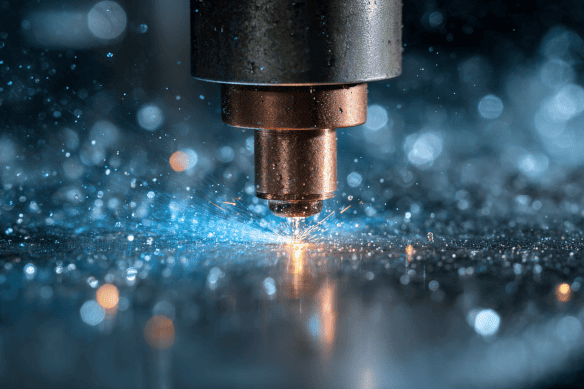
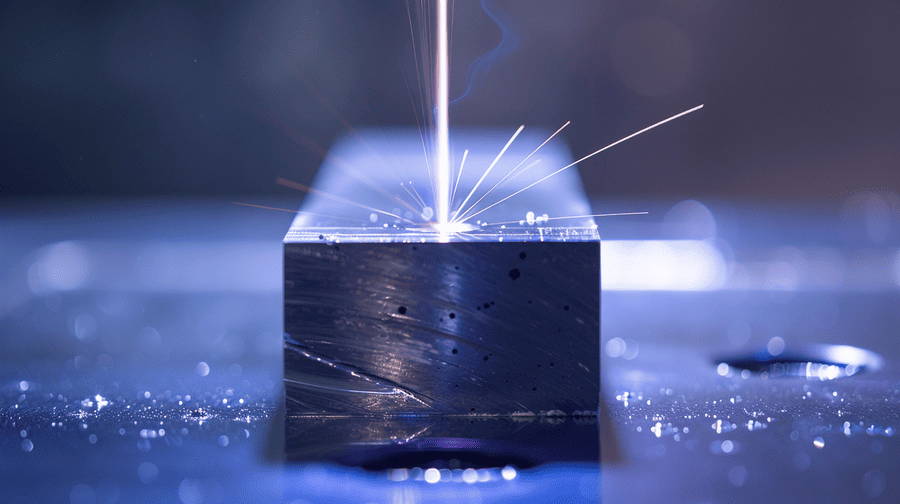
Механизм электроэрозионной обработки основан на преобразовании энергии тока в тепловое действие колоссальной интенсивности. В точке пробоя диэлектрической жидкости температура достигает значений свыше 10 000 °C, что приводит к мгновенному плавлению и испарение тончайшего слоя металла — порядка нескольких микрон за один импульс. Остается лишь микроскопическая лунка, а продукты разрушения удаляются потоком жидкости.
Важно понимать: каждый разряд длится доли микросекунды, поэтому глубина термического воздействия строго ограничена зоной пробоя. Это позволяет регулировать шероховатость поверхности, изменяя параметры импульса тока. Зазор между электродом и деталью составляет от нескольких единиц до десятков микрон — именно этот параметр определяет стабильность и точность процесса обработки.
Особенности диэлектрической среды
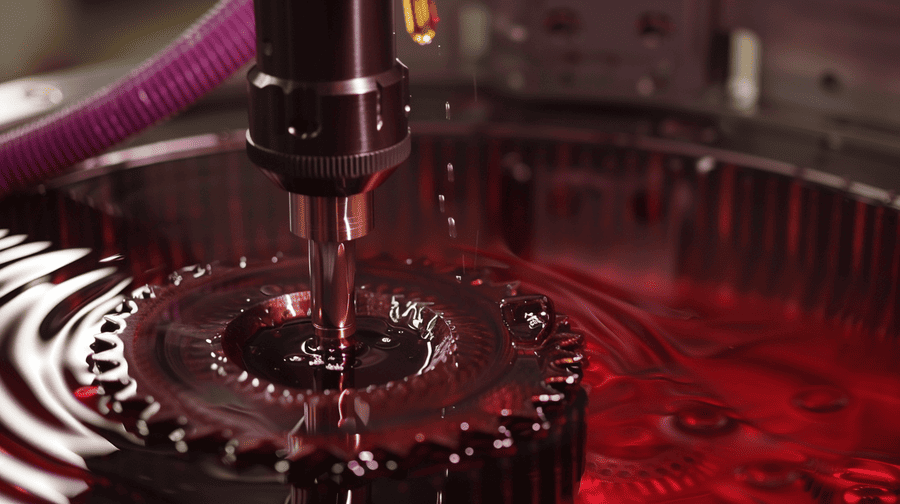
Вся работа протекает в диэлектрической жидкости. Она выполняет на следующие функции:
- обеспечивает охлаждение рабочей зоны,
- предотвращает возникновения дугового короткого замыкания,
- вымывает расплавленные частицы из межэлектродного промежутка.
Жидкость также выводит продукты разрушения — микроскопические частицы расплавленного металла, используя специальный экстрактор. В роли диэлектрической среды применяют дистиллированную воду, керосин или специализированные масляные составы.
Разновидности электроэрозионной обработки
1. Прошивной метод электроэрозионной обработки
Прошивной метод используется для формирования сложных полостей, углублений и отверстий в металлических заготовках. Электрод-инструмент, имеющий форму создаваемой полости, постепенно погружается в заготовку, формируя зеркальную копию своей геометрии.
Данный вид электроэрозионной обработки незаменим при производстве:
- штампов различной конфигурации;
- пресс-форм для литья;
- деталей с комплексными внутренними каналами.
Электроды производят из меди, графита или специальных сплавов, обладающих превосходной электропроводностью и стойкостью к эрозии. Прошивной способ позволяет работать с материалами любой твёрдости, включая закалённые стали и твёрдосплавные материалы.
2. Проволочный метод электроэрозионной обработки
Проволочный метод предполагает использование тонкой металлической проволоки как электрода, которая перемещается по заданной траектории, осуществляя резку материала. Проволока движется с постоянной скоростью, постепенно проходя сквозь заготовку и создавая контур любой сложности.
Данный способ оптимален для вырезания деталей сложной формы, изготовления штампов, пуансонов и матриц. Проволочная резка гарантирует высокую точность и качество кромки, минимальную ширину реза и возможность обработки толстых заготовок. Современные станки для проволочной электроэрозионной обработки оснащены системами автоматической подачи и натяжения проволоки.
3. Сверление
Электроэрозионное сверление позволяет получить глубокие и небольшие по диаметру отверстия даже в твёрдых типах металла. Трубчатый электрод вращается и подаётся вдоль оси формируемого отверстия, постепенно прожигая материал.
Способ даёт возможность получать отверстия с соотношением глубины к диаметру до 100:1, что недостижимо при использовании механического сверления. Технология востребована в производстве форсунок, фильер, деталей с охлаждающими каналами.
Преимущества метода
-
 Точность обработки металла
Точность обработки металлаМетод электроэрозионной обработки металла обеспечивает микронную точность, что незаменимо при производстве прецизионных деталей. Благодаря отсутствию физического контакта исключаются вибрации и деформации заготовки, а также погрешности от изнашивания режущего инструмента. Шероховатость поверхности регулируется настройкой электрических импульсов — от черновой до полированной, что часто избавляет от необходимости финишной доводки.
-
Обработка труднообрабатываемых металлов
ЭЭО справляется с материалами, недоступными для традиционной механообработки. Закалённые и инструментальные стали, твердосплавы, титан, жаропрочные сплавы — твёрдость материала не влияет на эффективность процесса, так как разрушение происходит за счёт термического воздействия, а не механического резания.
-
Создание сложных форм
Метод позволяет изготавливать детали с замысловатыми внутренними полостями, тонкостенными элементами, острыми углами и криволинейными контурами. Возможна обработка глубоких узких каналов и внутренних форм с поднутрениями, что расширяет возможности конструкторов при проектировании изделий.
Сравнение электроэрозионной обработки металла и других технологий
| Параметр | ЭЭО | Фрезерование | Лазерная резка | Гидроабразив |
|---|---|---|---|---|
| Точность (мкм) | 1–5 | 10–50 | 50–100 | 50–200 |
| Твёрдость материала | Любая | До ~65 HRC | Ограничена | Любая |
| Контакт с деталью | Нет | Есть | Нет | Нет |
| Риск деформации детали | Минимален | Значительный | Умеренный | Высокий (давления) |
| Сложная геометрия пазов | Идеально | Ограничена | Только 2D | Только 2D |
| Непроводящие материалы | Невозможно | Да | Да | Да |
| Скорость обработки | Относительно низкая | Высокая | Высокая | Средняя |
| Износ инструмента | Умеренный | Значительный | Отсутствует | Умеренный |
Электроэрозионная обработка наиболее эффективна там, где другие методы принципиально не справляются: при работе с закалёнными сталями, титановыми сплавами и жаропрочными материалами повышенной твёрдости. Гидроабразивный метод хотя и подходит для любой твёрдости, создаёт существенный риск повреждения тонкостенных деталей из-за высокого давления рабочей струи. Фрезерование значительно быстрее, однако износ инструмента и механические нагрузки делают его малопригодным для прецизионных задачи с допусками менее 10 мкм. ЭЭО остается единственным решением, когда нужна точная обработка глубоких пазов с малого сечения в особо твёрдых материалах.
Недостатки метода
- Низкая скорость и энергозатраты.
Главный минус ЭЭО — невысокая производительность в сравнении с механическими способами обработки. Процесс требует времени, особенно при работе с массивными заготовками или при получении высококачественной поверхности. Технология энергоёмка из-за необходимости использования мощных генераторов импульсов.
- Ограничения по типу материалов
Метод применим только к токопроводящим материалам, что исключает обработку пластмасс, керамики и большинства композитов. Материалы с низкой проводимостью требуют специальных режимов работы. Расходники — электроды и диэлектрическая жидкость — нуждаются в периодической замене.
- Влияние на структуру поверхности
Термическое воздействие изменяет микроструктуру поверхностного слоя металла. Образуется тонкая зона с изменёнными свойствами (так называемый белый слой), которая может быть более твёрдой и хрупкой. В некоторых случаях этот слой приходится удалять механической обработкой или шлифованием.
Ограниченная автономность оператора
Несмотря на то, что современные станки с ЧПУ автоматически корректируют параметры разряда в режиме реального времени, роль оператора остается значимой при подготовке технологического процесса. Правильно определить режимы электрической обработки, выбрать подходящий материал электрода и задать параметры зазора — задачи, которые зависят от квалификации специалиста. Ошибки на этапе настройки существенно влияют на результат: возможно возникновение коротких замыканий, неравномерный износ электрода или повреждения детали в труднодоступных местах.
Кроме того, обратный эффект термического нагрева — образование так называемого «белого слоя» толщиной от 5 до 30 мкм — остается нерешённой проблемой для определенные типов деталей, работающих под циклическими нагрузками. В медицине и авиации этот слой удаляется обязательно, что увеличивает общее время и цену производственного цикла.
Современные тенденции развития
Современные станки для ЭЭО оснащены системами числового программного управления (ЧПУ), что позволяет автоматизировать процесс от этапа проектирования до изготовления детали. Интеграция с системами автоматизированного проектирования сокращает время подготовки производства и снижает вероятность ошибок. Адаптивные системы управления в реальном времени корректируют параметры обработки, оптимизируя производительность и качество.
Использование датчиков и систем мониторинга позволяет контролировать износ электродов и состояние диэлектрической жидкости. Современные технологии направлены на снижение экологического воздействия электроэрозионной обработки. Разработаны системы фильтрации и очистки диэлектрических жидкостей, позволяющие многократно использовать рабочую среду. Применяются биоразлагаемые диэлектрики на водной основе вместо традиционных масел и керосина.
ЭЭО в медицине и приборостроении
Электроэрозионная обработка нашла широкое применение в медицине: путем прошивного и проволочного методов изготавливают хирургические инструменты с профилем сечения, которые невозможно получить стандартные механической обработкой. Высокая чистая поверхности — шероховатость Ra менее 0,4 мкм — соответствует требованиям к имплантатам и компонентам эндопротезов без дополнительной полировки.
В производстве приборов метод эффективен для создания микроотверстий диаметром от 0,1 мм с соотношением глубины к диаметру до 100:1. Обрабатывать такие элементы другими способами крайне затруднительно. С помощью электроэрозии создаются форсунки топливных систем, медицинские иглы, сопла и детали оптических устройства. Уникальные возможности метода делают его незаменимым там, где важно сохранить химическую инертность материала — например, при работе с титановыми сплавами для имплантатов.
- Инструментальное производство
Изготовление штампов, пресс-форм, литейных форм и матриц для различных отраслей промышленности — основная сфера применения электроэрозионной технологии. Метод позволяет создавать инструмент для обработки пластмасс, металлов, резины с высокой точностью и сложной геометрией рабочих поверхностей.
- Аэрокосмическая промышленность
В авиационной и космической отраслях электроэрозионный метод применяется для изготовления деталей двигателей, турбинных лопаток, элементов топливных систем из жаропрочных сплавов. Технология позволяет создавать охлаждающие каналы сложной конфигурации внутри лопаток турбин, используя прошивной способ обработки.
- Медицинская промышленность
Производство хирургических инструментов, имплантатов, элементов медицинского оборудования требует высочайшей точности и качества поверхности. Электроэрозионная обработка обеспечивает необходимую чистоту при изготовлении микроинструментов и компонентов эндопротезов.
- Электронная промышленность
В Санкт-Петербурге и других крупных городах электроэрозионный метод широко используется для производства компонентов электроники, микросхем, разъёмов и контактов, где требуется высочайшая точность и минимальные размеры элементов.
Оборудование для электроэрозионной обработки
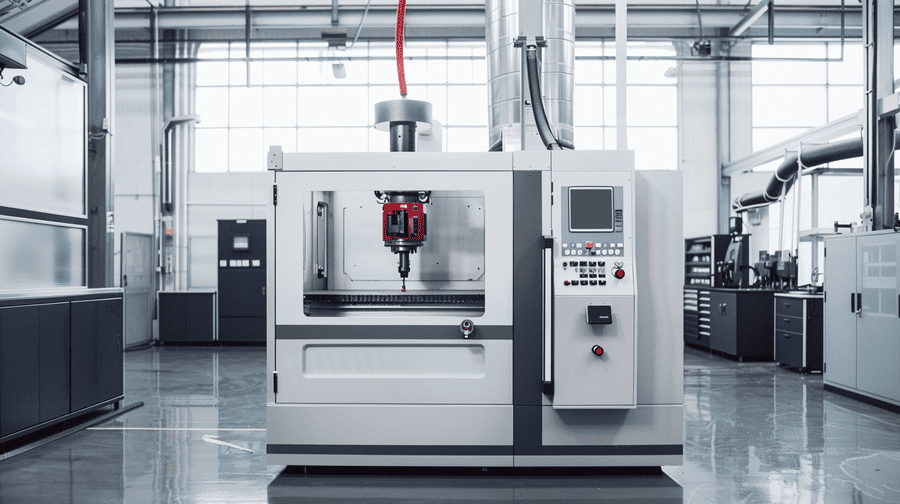
Современное оборудование для ЭЭО включает:
- прошивные станки для создания полостей и углублений;
- проволочно-вырезные машины для контурной резки;
- специализированные установки для сверления отверстий.
Прошивные станки различаются по размеру рабочей зоны, мощности генератора импульсов и степени автоматизации. Проволочные станки оснащаются системами автоматической подачи проволоки и контроля натяжения, что обеспечивает стабильность процесса резки.
Используемые электроды
Выбор материала электрода критически влияет на производительность и качество электроэрозионной обработки. Медные электроды обеспечивают высокую скорость съёма материала и используются для черновой обработки. Графитовые электроды отличаются низким износом и применяются для чистовых операций.
Для проволочной резки применяют латунную или омеднённую проволоку диаметром от 0,02 до 0,3 миллиметра. Форма электрода в прошивном методе полностью определяет форму получаемой полости в заготовке, что требует высокой точности изготовления самого электрода.
| Материал электрода | Износ | Скорость съёма | Шероховатость | Применение |
|---|---|---|---|---|
| Графит | Малый | Средняя | 0,18–1,6 мкм | Чистовая обработка, пресс-формы |
| Медь | Умеренный | Высокая | 1,6–6,3 мкм | Черновая обработка, большой объём |
| Медно-вольфрамовый | Очень малый | Низкая | 0,1–0,8 мкм | Твёрдые сплавы, исключительной точности детали |
| Латунная проволока | — | Высокая | 0,4–3,2 мкм | Проволочная резка, штампы, пуансоны |
| Омеднённая проволока | — | Высокая | 0,2–1,6 мкм | Чистовая проволочная резка приборов |
Выбор материала электрода зависит от двух факторов: требуемой шероховатости поверхности детали и объёма снимаемого материала.
- Графит позволяет достигать минимального износа при чистовых проходах, поскольку его структура обеспечивает стабильный дуговой канал.
- Медно-вольфрамовый электрод идеально подходит для обработки твердосплавных заготовок: вольфрама в составе обеспечивает высокую тугоплавкость и минимизировать термическую деформацию инструмента.
- Проволока малого диаметра — от 0,02 мм — применяется там, где невозможно выполнить контурный рез другим устройствами.
Важно учитывать, что более быстрый съём материала медным электродом приводит к образованию более толстого изменённого поверхностного слоя, который в ответственных конструкциях потребует дополнительного шлифования.
Обзор технологических параметров
Ключевые параметры процесса электроэрозионной обработки включают:
- частоту и длительность электрических импульсов;
- амплитуду напряжения разряда;
- скорость подачи электрода или проволоки;
- тип и состояние диэлектрической жидкости;
- материал и геометрию электрода.
Правильный подбор этих параметров позволяет оптимизировать процесс с точки зрения производительности, качества поверхности и точности размеров. Современные станки работают с автоматическими системами подбора оптимальных режимов в зависимости от материала заготовки и требований к качеству.
Часто задаваемые вопросы
Можно ли обрабатывать алюминий электроэрозионным методом?
Да, алюминиевые сплавы успешно обрабатываются электроэрозией, хотя требуют специальных режимов из-за высокой теплопроводности материала.
Какова точность электроэрозионной металлообработки?
Современное оборудование обеспечивает точность от 2 до 5 микрометров, а в особых случаях — до 1 микрометра.
Требуется ли дополнительная металлообработка после ЭЭО?
В зависимости от требований к детали может потребоваться полировка, шлифование или удаление изменённого поверхностного слоя.
Какие материалы можно обрабатывать электроэрозионным методом?
Любые электропроводящие материалы: стали, твёрдые сплавы, титан, медь, латунь и другие металлические сплавы.
В чём принцип выбора между прошивным и проволочным методом?
Прошивной метод используется для создания полостей и глубоких отверстий, проволочный — для контурной резки и вырезания деталей сложной формы.
Оставьте заявку на услугу электроэрозионной обработки металла
Компания АВАНПРОМ выполняет заказ на электроэрозионную обработку в Санкт-Петербурге с использованием высокотехнологичного оборудования с ЧПУ. Мы решаем задачи любой сложности: от малой серии прецизионных деталей с допусками до 2 мкм до крупных партий компонентов из закалённой стали и жаропрочных сплавов. Доставка готовых изделий осуществляется по всей России — отправить заказ можно в течение одного рабочего дня после согласования.
Чтобы получить персональных расчёт стоимости, отправить чертёж или заказать звонок специалиста — используйте форму заявки или позвоните по телефону. Согласие на обработку персональных данных принимается автоматически при отправке заявки. Уточните актуальные акции и условия доставки при первом обращении — наши менеджеры регулярно обновляют информацию о специальных предложениях.