Углы резания токарного резца
Качество токарных операций напрямую зависит от того, насколько грамотно выбрана геометрия режущего инструмента. Наш опыт в «Аванпром» показывает: углы резания токарного резца по металлу — это фундаментальные параметры, от которых зависит не только чистота обработанной поверхности, но и срок службы оснастки, а также эффективность всего производственного процесса. Давайте детально рассмотрим эти характеристики с практической точки зрения токаря.
Геометрия токарного резца: поверхности и плоскости измерения
Геометрия токарного резца — это совокупность рабочих поверхностей, режущих кромок и углов между ними, от которой зависит, как инструмент входит в металл и формирует поверхность детали. Рабочая часть (головка) образована передней поверхностью, по которой сходит стружка, а также главной и вспомогательной задними поверхностями, обращёнными к заготовке. На их пересечении возникают главная и вспомогательная режущие кромки, а в точке их схождения — вершина резца.
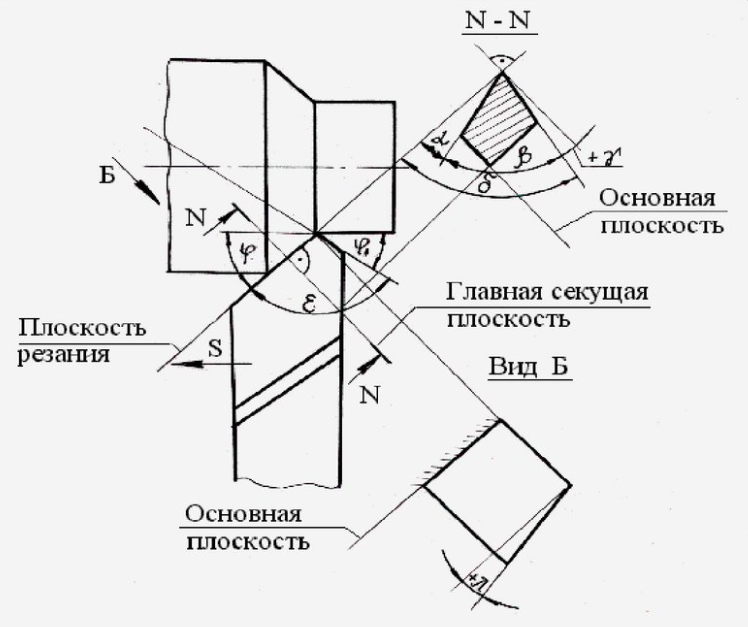
Чтобы значения углов были однозначными, их измеряют не произвольно, а в трёх координатных плоскостях токарного резца:
- Основная плоскость — параллельна направлениям продольной и поперечной подачи. Относительно неё отсчитывают углы в плане.
- Плоскость резания — проходит через главную режущую кромку касательно к поверхности резания. От неё отсчитывают главный задний угол.
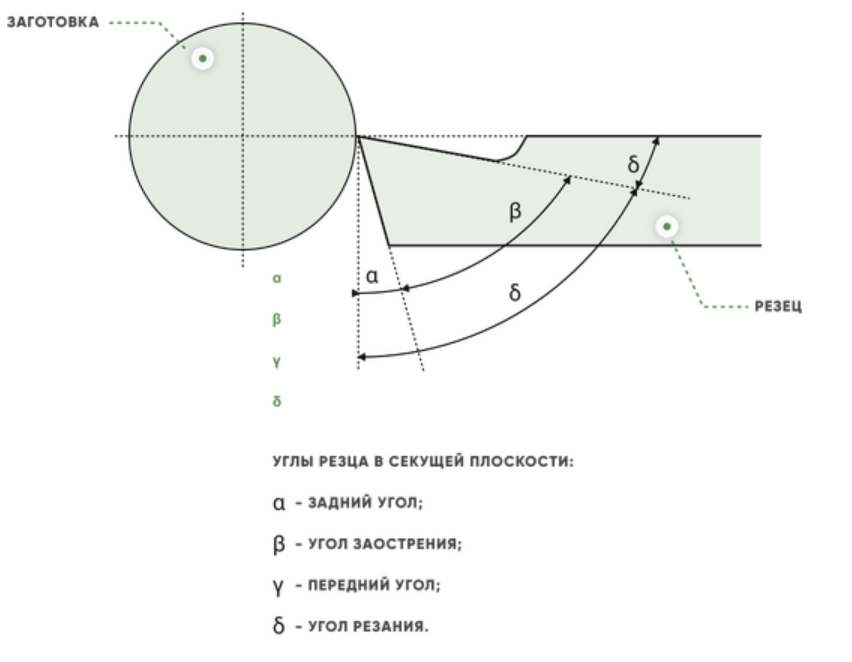
- Главная секущая плоскость — перпендикулярна проекции главной режущей кромки на основную плоскость. Именно в ней измеряют главные углы: передний γ, задний α, заострения β и резания δ.
Классификация углов токарного резца
Все углы режущей части делят на три группы — по плоскости, в которой их измеряют, и по выполняемой функции:
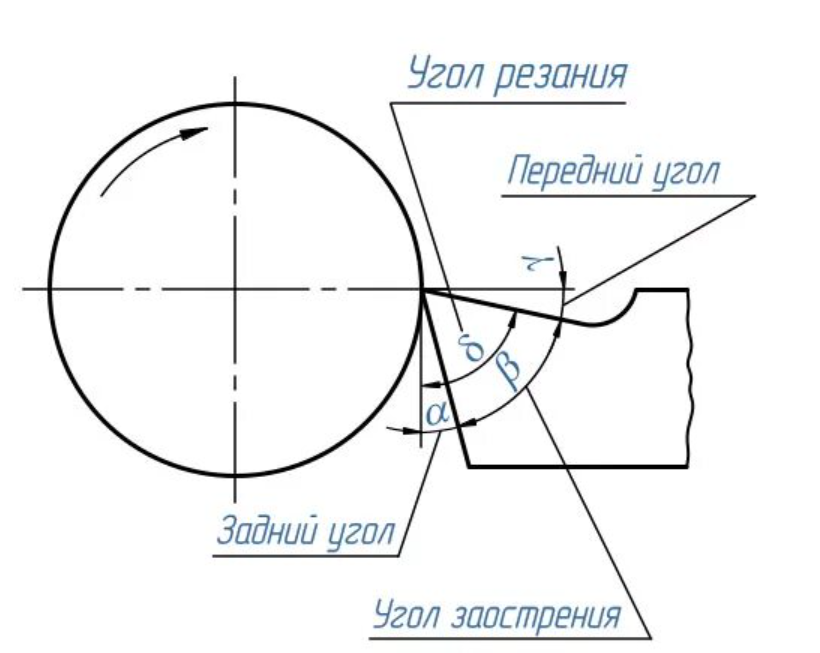
- Главные углы (в главной секущей плоскости): передний γ, главный задний α, угол заострения β и угол резания δ. Задают остроту клина и лёгкость врезания.
- Вспомогательные углы: вспомогательный задний α₁ и угол наклона главной режущей кромки λ — последний влияет на направление схода стружки и прочность вершины.
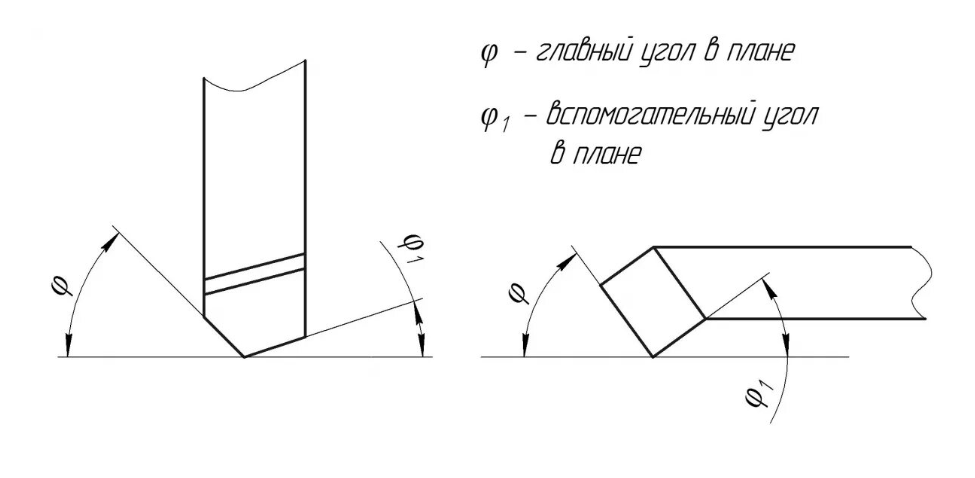
- Углы в плане (в основной плоскости): главный угол в плане φ и вспомогательный φ₁. Определяют форму и длину рабочего участка кромки и распределение сил резания.
Главные углы связаны соотношениями: β = 90° − α − γ и δ = α + β = 90° − γ.
Геометрическая структура режущей головки инструмента
Для понимания того, что представляют собой углы токарного резца, необходимо разобраться в строении рабочей части инструмента. Режущая головка состоит из нескольких ключевых поверхностей: передняя сторона служит для отвода стружки при снятии металла, а задние плоскости (основная и дополнительная) располагаются со стороны обрабатываемой заготовки.
В местах стыка этих поверхностей формируются режущие кромки — основная рабочая линия и вспомогательная. Их пересечение создаёт вершину инструмента — наиболее нагруженный участок при токарной обработке. Чтобы увеличить ресурс работы, эту зону обычно скругляют определённым радиусом или делают небольшую переходную грань.
Основные углы резца и их влияние на процесс резания
Углы резцов для токарного станка представляют собой геометрические соотношения между рабочими поверхностями инструмента. Главные углы резца выбираются исходя из свойств обрабатываемого материала, вида токарной операции и режимов работы станка. Рассмотрим каждый из них подробно, поскольку влияние углов резца на процесс резания трудно переоценить.
Задний угол главной кромки (α)
Задний угол токарного резца — это угол между задней поверхностью инструмента и плоскостью, проходящей через режущую кромку. Его задача — минимизировать контакт между резцом и уже обработанной частью детали.
Понимая, как влияет значение заднего угла на процесс резания, легче принять правильное конструктивное решение: увеличение α сокращает зону трения, снижает температуру и износ. Но есть обратная сторона — слишком большие значения делают кромку хрупкой и склонной к разрушению при ударных нагрузках.
Наши рекомендации: для стальных заготовок выбирайте диапазон 6–12°, для мягких цветных металлов — 8–15°.
Передний угол резца (γ)
Что называется передним углом резца? Это угол между плоскостью схода стружки и перпендикуляром к вектору резания. Именно он определяет степень деформации снимаемого слоя металла и величину усилий при обработке, а также отвечает на вопрос, какой угол резца влияет на направление схода стружки: при изменении γ меняется и траектория стружкообразования.
Главный передний угол резца имеет положительное значение — процесс резания металла происходит легче, требуется меньше энергии, улучшается отвод тепла через образующуюся стружку.
Оптимальный диапазон для стальных деталей — 10–20°. При работе с хрупкими сплавами или при прерывистых нагрузках целесообразно применять нулевые или отрицательные значения γ — передняя часть резца получает дополнительное усиление.
Отрицательный передний угол: когда это не ошибка, а правильный выбор
Выше мы рассмотрели, что увеличение переднего угла γ облегчает резание и улучшает стружкообразование. Логично предположить, что γ всегда должен быть положительным и как можно большим — но это не так.
Существуют условия, при которых отрицательный или нулевой передний угол не только допустим, но и необходим:
- Прерывистое резание. При обработке деталей с пазами, шлицами или некруглым сечением кромка испытывает удар в начале каждого прохода. Положительный γ создаёт изгибающую нагрузку на кромку — при ударе она выкрашивается. Отрицательный γ переводит нагрузку в сжатие, которое твёрдый сплав переносит значительно лучше.
- Закалённые и высокопрочные стали. При твёрдости заготовки HRC 40 и выше кромка с положительным углом просто не выдерживает — материал слишком сопротивляется врезанию. Небольшой отрицательный γ усиливает кромку и позволяет вести обработку там, где иначе пришлось бы применять шлифование.
- Твёрдосплавные пластины с упрочнённой кромкой. Многие современные сменные пластины имеют геометрически усиленную кромку с фаской под отрицательным углом — даже если державка установлена с положительным γ, фактический угол в зоне контакта остается отрицательным. Это заложено производителем намеренно.
| Условие обработки | Рекомендуемый γ |
|---|---|
| Мягкие цветные металлы, пластик | +15°…+25° |
| Конструкционные стали | +10°…+20° |
| Нержавеющие и жаропрочные стали | +8°…+15° |
| Серый чугун, бронза | +5°…+10° |
| Закаленные стали HRC 40–55 | −5°…0° |
| Прерывистое резание, ударные нагрузки | −5°…−10° |
Главное, что нужно понимать: отрицательный передний угол всегда увеличивает силу резания и потребляемую мощность. Поэтому его применяют только тогда, когда прочность кромки важнее энергоэффективности — то есть именно в тяжёлых условиях, где положительный γ попросту не выживает.
Угол заострения кромки (β)
Угол между передней и задней гранями резца называется углом заострения. Он показывает, насколько прочна режущая кромка. Большие значения β означают повышенную надёжность, однако при этом растёт сопротивление металла резанию.
Формула для определения:
β = 90° - α - γ
В практике токарной обработки оптимальный диапазон составляет 60-75° для различных типов операций
Угол резания резца (δ)
Угол резания резца — это угол между передней гранью и плоскостью резания. Он характеризует способность инструмента проникать в структуру обрабатываемого материала и рассчитывается следующим образом:
Рассчитывается следующим образом:
δ = α + β
Практические значения варьируются от 60° до 90° в зависимости от твердости металла и параметров обработки.
Дополнительные углы резца и их практическое значение
Кроме основных, геометрия инструмента определяется вспомогательными параметрами. Влияние углов на процесс резания не ограничивается только α и γ — углы резца в плане и угол наклона главной режущей кромки резца в совокупности определяют чистоту поверхности и долговечность оснастки.
Задний угол вспомогательный (α₁)
Располагается между дополнительной задней гранью и плоскостью резания. Его типично делают на 2–4° больше основного заднего угла — это исключает трение инструмента об уже обработанную деталь.
Углы в плане токарных резцов (φ и φ₁)
Главный угол в плане (φ) показывает, как расположена проекция основной режущей кромки относительно направления подачи суппорта. Он влияет на сечение срезаемого слоя и распределение нагрузок.При черновом точении применяют φ = 30–45°, для финишной обработки — 60–90°.
Угол резца влияет на качество обработанной поверхности, нужно назвать прежде всего вспомогательный угол в плане (φ₁).
Он обычно находится в пределах 10–30°, и его уменьшение напрямую повышает чистоту поверхности.
Угол при вершине (ε)
Среди геометрических параметров токарного резца угол при вершине ε незаслуженно остаётся в тени — его редко упоминают отдельно, хотя именно он во многом определяет стойкость инструмента и скорость нагрева режущей зоны.
Угол ε образован проекциями главной и вспомогательной режущих кромок на основную плоскость. Он напрямую связан с уже рассмотренными углами в плане:
ε = 180° − φ − φ₁
Это означает, что угол при вершине не задаётся отдельно при заточке — он является следствием выбранных φ и φ₁. Чем меньше оба угла в плане, тем тупее вершина и тем лучше она рассеивает тепло.
| Значение ε | Прочность вершины | Теплоотвод | Типичное применение |
|---|---|---|---|
| Менее 60° | Низкая, кромка хрупкая | Плохой | Фасонные резцы, мелкие радиусы, точные профили |
| 60–75° | Средняя | Удовлетворительный | Чистовое точение, φ = 45–60° |
| 75–90° | Хорошая | Хороший | Получистовое и черновое точение, φ = 30–45° |
| Более 90° | Высокая | Отличный | Тяжёлые черновые режимы, φ менее 30° |
Практический вывод: если резец быстро теряет заточку на черновой операции, прежде чем менять марку пластины, стоит уменьшить главный угол в плане φ. Это автоматически увеличит ε, улучшит теплоотвод от вершины и продлит стойкость инструмента. Единственный компромисс — с уменьшением φ растут радиальные силы резания и склонность к вибрации, поэтому приём работает только на жёстких станках с надёжным закреплением заготовки.
Угол наклона главной режущей кромки (λ)
Угол наклона главной режущей кромки определяет направление отвода стружки относительно обрабатываемой поверхности. При λ > 0° стружка отводится к необработанной поверхности, при λ < 0° — к обработанной, что может ухудшить её качество.
Для чистовых операций рекомендуется λ = 0–5°, для черновых при ударных нагрузках — до 10–15°.
Влияние углов резца на процесс резания в зависимости от материала
Параметры углов резания токарного резца по металлу существенно зависят от обрабатываемого материала:
- конструкционные стали: α = 8-12°, γ = 12-18°;
- нержавеющие стали: α = 10-12°, γ = 10-15° (из-за налипания стружки);
- чугуны: α = 8-10°, γ = 5-10° (хрупкая стружка);
- алюминиевые сплавы: α = 10-15°, γ = 15-25° (пластичные, требуют увеличенных углов);
- титановые сплавы: α = 8-10°, γ = 8-12° (высокие силы резания и температура).
Понимание геометрии режущего инструмента — профессиональная основа токаря. Правильно подобранные углы токарного резца по металлу обеспечивают оптимальный баланс между производительностью процесса обработки, качеством поверхности детали и стойкостью инструмента. Мы рекомендуем регулярно контролировать геометрические параметры резцов и своевременно выполнять заточку — это гарантирует точность и безопасность токарных работ на нашем оборудовании «Аванпром».
Углы заточки резца по металлу: значения для разных материалов
Общее правило: чем мягче и пластичнее металл, тем больше передний угол γ; чем твёрже материал и выше ударная нагрузка — тем меньше γ, вплоть до отрицательных значений. Значения приведены для проходных резцов из быстрорежущей стали; для твердосплавного инструмента передний угол берут на 5–10° меньше.
| Обрабатываемый материал | Передний γ | Задний α | Угол в плане φ |
|---|---|---|---|
| Конструкционная сталь (σв ≤ 800 МПа) | 12–20° | 8–12° | 45–60° |
| Нержавеющая сталь | 10–15° | 10–12° | 45° |
| Чугун | 5–10° | 6–10° | 60–90° |
| Алюминий и его сплавы | 15–25° | 10–15° | 30–45° |
| Латунь, бронза | 0–8° | 8–10° | 45° |
| Закалённая сталь (σв > 1000 МПа) | −5…−15° | 6–8° | 45–60° |
Несколько практических оговорок. Острый резец склонен «въедаться» в мягкую латунь, поэтому передний угол по латуни берут близким к нулю. Для нержавеющей стали увеличивают задний угол из-за склонности стружки к налипанию. Закалённые стали обрабатывают с нулевым или отрицательным передним углом: удар воспринимает не режущая кромка, а вся передняя поверхность.
Практические рекомендации по заточке и контролю углов
Важно подчеркнуть, что правильная заточка — основа эффективной работы режущего инструмента. При заточке токарных резцов необходимо:
- Использовать подходящие абразивные круги: из зеленого карбида кремния для твердосплавных пластин, из электрокорунда для быстрорежущей стали.
- Сначала формировать задние углы, затем — передний угол резца. Это предотвращает повреждение режущей кромки.
- Контролировать углы резания токарного резца с помощью специальных шаблонов или угломеров с точностью до 1-2°
- Обязательно проводить доводку режущих кромок на мелкозернистых кругах для удаления микронеровностей.
Но самое главное, что приводит в негодность фрезу — неподходящий материал. Режущий инструмент для дерева моментально выйдет из строя при попытке обработать металлическую заготовку, а твердосплавный инструмент отправит пластиковое или деревянное изделие в брак без возможности восстановления и переделки.
Типы токарных резцов и особенности их углов
Конкретные значения углов зависят не только от материала, но и от типа резца и характера операции:
- Проходной резец — универсальный, обтачивает наружные цилиндрические и конические поверхности. Главный угол в плане обычно 45–60°; для длинных и тонких заготовок его увеличивают, чтобы снизить радиальную силу и избежать прогиба детали.
- Подрезной резец — обрабатывает торцы и уступы, двигаясь перпендикулярно оси. Главный угол в плане доводят до 90°.
- Отрезной резец — отрезает заготовку или прорезает узкие канавки. Узкая режущая кромка и уменьшенные задние углы для прочности.
- Расточной резец — обрабатывает отверстия; задние углы увеличивают, чтобы избежать трения о стенки.
Типичные ошибки при выборе и эксплуатации резцов
Первая — игнорирование износа углов резания в процессе эксплуатации. Даже качественно заточенный резец постепенно теряет первоначальную геометрию: задние углы уменьшаются из-за износа по задней поверхности, образуется фаска износа, которая увеличивает трение и нагрев. Мы рекомендуем проверять состояние режущей кромки через каждые 2-3 часа активной работы и не допускать критического износа, когда ширина фаски превышает 1,5-2 мм для черновых операций.
Вторая частая ошибка — попытка компенсировать недостаточную жесткость технологической системы изменением углов резания. Если станок или закрепление детали недостаточно жесткие, возникают вибрации, и токари иногда увеличивают задний угол, пытаясь снизить усилие резания. На практике это приводит к обратному эффекту — ослабленная кромка начинает вибрировать еще сильнее, возникает дребезжание. Правильное решение — устранить причину вибраций, а не корректировать геометрию инструмента.
Частые вопросы об углах токарного резца
Что называется передним углом резца?
Передний угол γ — это угол между передней поверхностью резца, по которой сходит стружка, и плоскостью, перпендикулярной плоскости резания. Чем он больше, тем легче инструмент врезается в металл и тем меньше сила резания, но тем слабее режущая кромка.
Какой угол резца влияет на направление схода стружки?
За направление схода стружки отвечает угол наклона главной режущей кромки λ: при положительном значении стружка отводится от обработанной поверхности. Лёгкость самого схода и степень деформации стружки определяет передний угол γ.
Как влияет значение заднего угла на процесс резания?
Задний угол α уменьшает трение задней поверхности резца о деталь, снижая нагрев и износ инструмента. Слишком большой угол ослабляет кромку и ведёт к выкрашиванию, слишком малый — к перегреву. Для стали оптимум 8–12°, для мягких цветных металлов — 8–15°.
Какой угол резца влияет на качество обработанной поверхности?
На чистоту поверхности сильнее всего влияют вспомогательный угол в плане φ₁ и радиус при вершине резца, а также передний угол. Уменьшение φ₁ и увеличение радиуса вершины снижают шероховатость обработанной поверхности.
Что такое угол между передней и задней гранями резца?
Это угол заострения β — он характеризует прочность режущего клина и рассчитывается как β = 90° − α − γ. Большие значения делают кромку прочнее, но повышают сопротивление резанию; на практике оптимальный диапазон — 60–75°.