Крышка, изготовленная методом ротационной вытяжки

Не токарная обработка и не штамповка, а ротационная вытяжка
Изготовление деталей методом ротационной вытяжки.
Мы изготовили детали Крышки методом ротационной вытяжки.
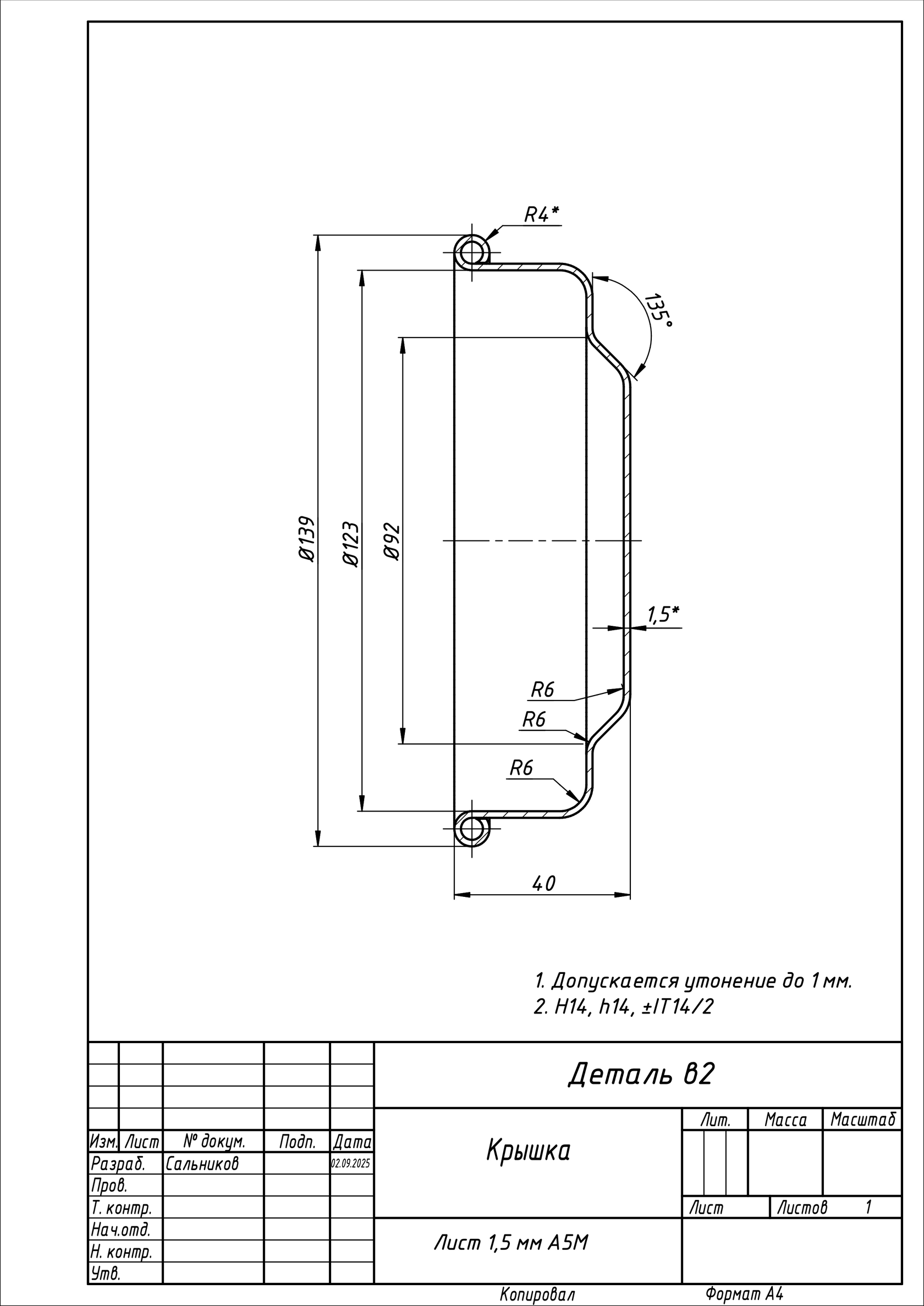
Материал детали: алюминий толщиной 1,5 мм. Чертеж данной детали выглядит следующим образом:
Суть процесса ротационной вытяжки состоит в формообразовании за счет вращения и давления. Заготовка в виде плоского листа закрепляется на оправке (пуансоне), который вращается. При вращении заготовки к ней подводят ролик, который постепенно начинает “растягивать” заготовку по пуансону. Т.е. ролик давит на заготовку при этом движется вдоль оси вращения пуансона, повторяя форму пуансона.


Использование данного вида обработки целесообразно в случае серийного производства т.к. стоимость оправки (пуансона) достаточно высока. Поэтому использовать ротационную вытяжку при производстве небольшого количества деталей – финансово не выгодно, только, если нет других способов изготовления деталей.
Преимущество данного метода заключается:
-
 Отсутствие сварных швовМожно использовать при изготовлении сосудов под давлением; не включать в производство дополнительный технологический процесс под сварку, особенно если сварные швы требуют высокого уровня ответственности.
Отсутствие сварных швовМожно использовать при изготовлении сосудов под давлением; не включать в производство дополнительный технологический процесс под сварку, особенно если сварные швы требуют высокого уровня ответственности. -
Экономия материалаКоэффициент использования материала близок к 1, т.к. почти не образуются отходы производства
-
Создание сложных тонкостенных формСоздание деталей вращения с тонкими стенками, которые не получить механической обработкой на токарных станках
-
Упрочнение материалаПроцесс холодной деформации наклепывает металл, повышая его прочность и твердость


Наша компания предлагает услуги по изготовлению изделий методом ротационной вытяжки. При обращении к нам, если вы не знаете до конца подходит данный метод вам или нет, мы оценим технические параметры и предложим вам оптимальный вариант изготовления изделий (ротационная вытяжка, штамповка, токарная обработка и др.)
Вам также может понадобиться
Как заказать





