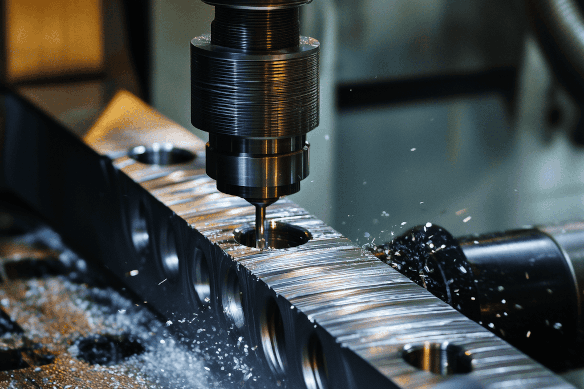
Расточные работы
- Растачивание с точностью до 0,001 мм на диаметр отверстия
- Шероховатость обработанных поверхностей 1,6 мкм
- Скорость продольного перемещения 1,2 - 1500 мм в минуту
- Максимальное усилие подачи шпинделя 1500 кг
- Возможна работа с тонкостенными деталями
Этот универсальный технологический процесс представляет собой механическую обработку при помощи режущих инструментов. При этом свойства обрабатываемого металла не меняются — задача расточки состоит в придании заготовке нужных физических параметров.
Используя различные модификации расточных либо токарных станков, мастер выполняет широкий перечень работ:
- увеличение диаметра готового отверстия;
- сверление нового отверстия;
- нарезка резьбы;
- накатка рифления;
- вытачивание канавок;
- придание детали нужных характеристик;
- зенкерование;
- фрезеровка — чистовая, торцевая, цилиндрическая;
- устранение дефектов поверхности металла.
Основная характеристика любого вида расточных работ — максимальная точность. Технологический процесс сопровождается образованием металлической стружки. Но она, как правило, не отправляется в отходы, а используется вторично. Результат — снижение производственных затрат на обработку металлоизделий.
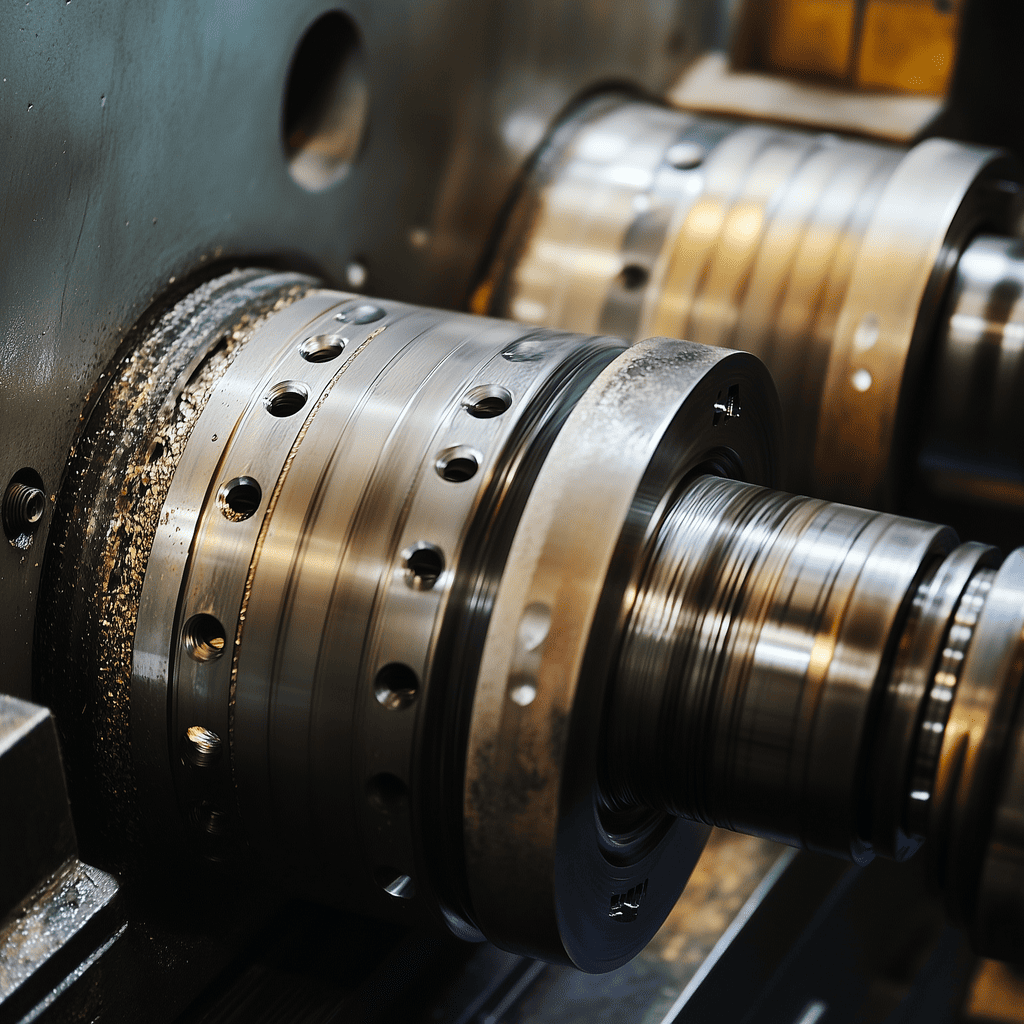
Виды расточных работ
У всех методов есть общая черта — обработка деталей сложной конфигурации на станках ЧПУ осуществляется за один производственный цикл.
Среди видов расточки можно выделить два наиболее востребованных метода:
- Координатно-расточный.
- Горизонтально-расточный.
Резцы при любом методе обработки подбираются в зависимости от технологической операции и вида металла. Преимущество расточных станков с программным управлением — возможность выполнять одновременно обработку детали сразу в трёх плоскостях. В зависимости от типа станка работа может осуществляться в горизонтальной или вертикальной плоскости. Самые тонкие работы и операции с твёрдыми металлами выполняют на алмазно-расточных станках.
Краткие характеристики любого метода расточных работ:
- Класс точности может составлять тысячные доли миллиметра.
- Обработка возможна для большинства металлов и сплавов.
- Изготовление любого количества изделий — от единственного экземпляра до крупной партии одинаковых деталей.
- Большой перечень технологических операций.
- Оперативность работы.
- Эффективное устранение дефектов поверхности металла, включая шероховатость.
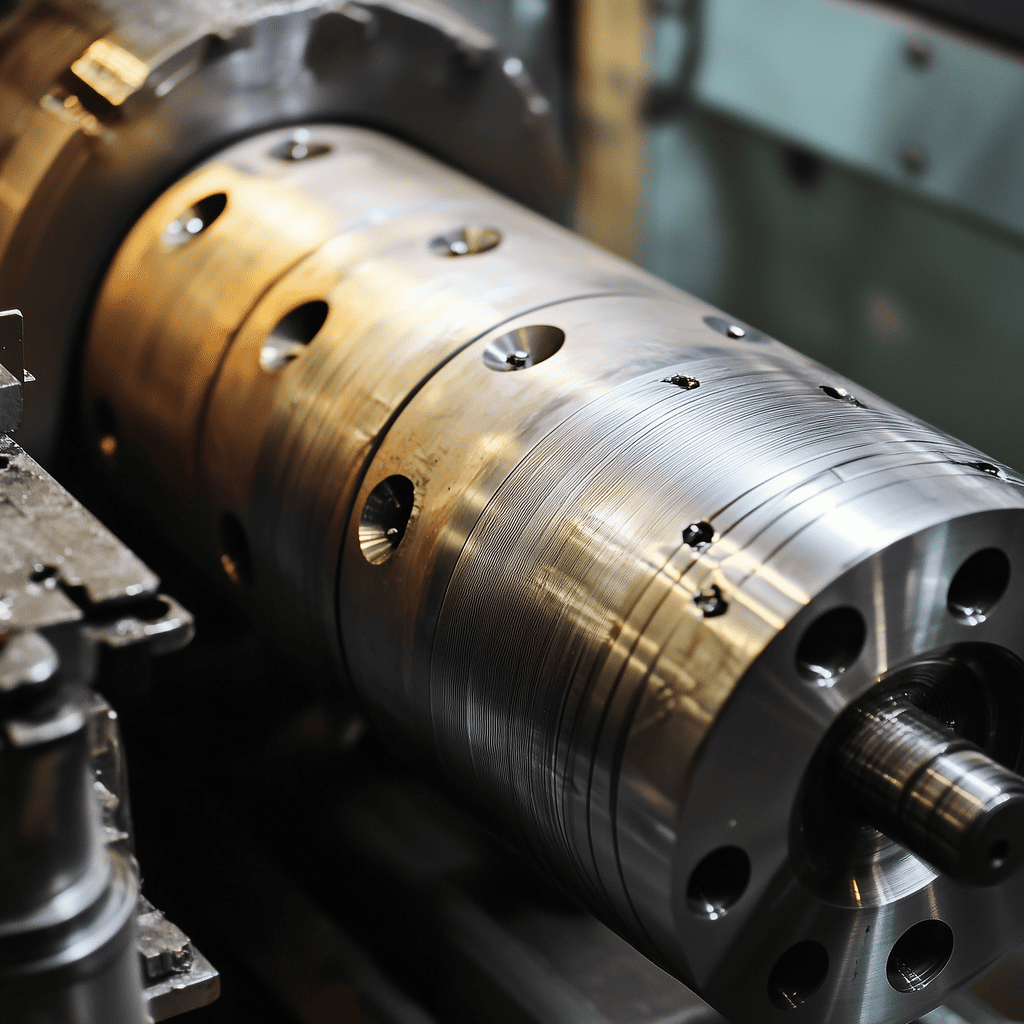
В зависимости от выбранного метода работы и характеристик заготовки, расточка возможна как для крупногабаритных, так и миниатюрных изделий. Станки с ЧПУ позволяют работать и с тонкостенными изделиями.
Преимущества и возможности высокотехнологичных станков
Автоматизация процесса, использование программируемых станков не просто позволяет точно работать по чертежам, но обеспечивает высокую скорость. Следовательно — снижается себестоимость каждой единицы продукции. Как выполняет эту технологическую операцию профессионал:
-
 Проверка заготовки на соответствие требованиям по конкретным чертежам.
Проверка заготовки на соответствие требованиям по конкретным чертежам. -
Фиксация металлической заготовки на станке — абсолютно надёжная, чтобы обеспечить точность каждого параметра и минимизировать вибрацию.
-
Установка (закрепление на шпинделе) инструмента — фрезы, сверла и прочих, в зависимости от конкретного вида работ.
-
Настройка параметров обработки, включая подачу СОЖ.
-
Проверка — пробный проход и при необходимости корректировка выставленных параметров.
-
Непосредственно обработка — горизонтальные движения, выполнение расточки, отверстия или резьбы по чётко заданным характеристикам.
-
Финишный контроль качества на соответствие параметров детали рабочему чертежу.
Это общий алгоритм, который может быть дополнен, в зависимости от конкретного задания. Предусмотрена после завершения расточки и дополнительная операция — чаще всего, шлифовка.
шестерни и подшипники;
фланцы и шпиндели;
корпуса редукторов и насосов;
ролики конвейеров и шкивы;
крепёжные кронштейны и пружины сжатия;
кожухи для электромоторов и валы трансмиссии.
конкретный перечень работ;
вид металла;
требуемая точность;
срочность обработки;
количество однотипных деталей.
Мастера работают по предоставленному заказчиком чертежу, соблюдая указанные в техническом задании допуски. Дополнительные проблемы, а следовательно — и повышение стоимости работ неизбежны при заказе на расточку заготовок из сверхтвёрдых или хрупких металлов. Такие работы возможны на станках ЧПУ, но потребуется установка специальных инструментов, а также подбор оптимального режима обработки.
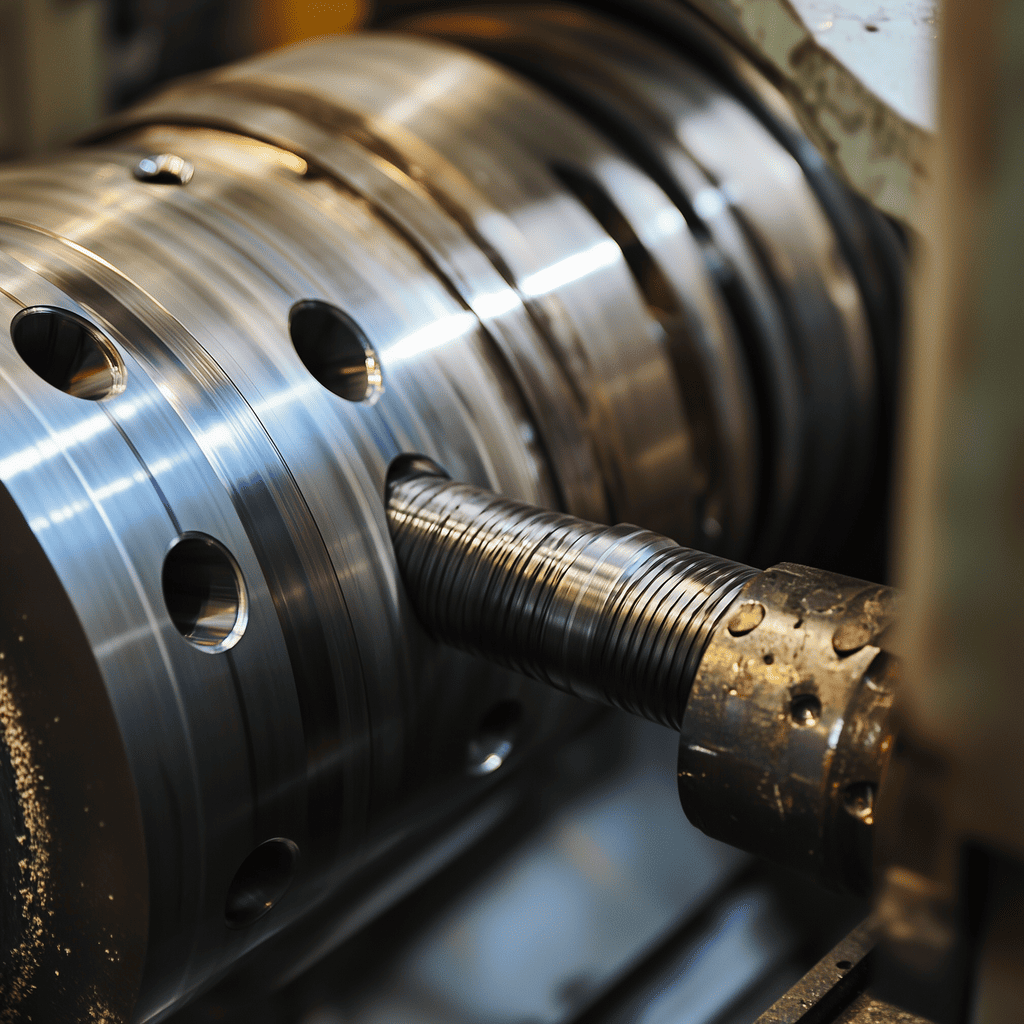
Характеристики расточных работ
-
ТочностьВ зависимости от назначения обрабатываемой детали можно установить параметр точности 0,1; 0,01, 0,001 миллиметра. Эти характеристики будут соблюдены при любом объёме заказа — повторяемость всех параметров любого количества деталей гарантирована.
-
Автоматизация процессаИсключены ошибки, связанные с человеческим фактором, высокая скорость работы, эффективность всех технологических процессов.
-
Многофункциональное оборудованиеПоскольку станок для расточки способен выполнять широкий круг задач от фрезерования до сверления, не требуется поэтапная работа на различном оборудовании — всё происходит комплексно за один производственный цикл.
-
Работа с заготовками любых параметровВысокое качество обеспечено при обработке крупногабаритных деталей. Большинство операций возможно выполнить для изделий миниатюрных размеров и тонкостенных заготовок.
-
Обработка сложных деталейВыбор резцов для любой конкретной операции и из различных материалов позволяет работать с деталями из твёрдых металлов и с хрупкими сплавами. При этом обработка возможна для изделий сложной конфигурации за одну технологическую операцию.
Кейсы

Вам также может понадобиться
Преимущества


Как заказать






Гарантия качества
Все работы выполняются строго по чертежу, учитываются характеристики заготовок и дополнительные пожелания заказчика. Проверка осуществляется на каждом этапе механической обработки. Готовое изделие проходит финишный контроль по всем параметрам:
Готовое изделие проходит финишный контроль по всем параметрам:
- соответствие заданию;
- точность размеров;;
- качество поверхности;
- шероховатость;
- отсутствие дефектов.
Итоговая стоимость определяется сложностью задания, видом обрабатываемого металла, срочностью работ. При выполнении заказа на большую партию однотипных деталей цена каждой единицы существенно снижается.